Швейная машина «подольск 142»: инструкция и фото
Содержание:
- Неисправности в блоке зигзаг и разборка блока.
- Подготовка к замене буферной пружины на толкателе челнока.
- Возможные неисправности и ремонт
- Настройка и регулировка
- Блок транспортировки материала.
- Настройка и регулировка
- Метод управления швейной машиной «Чайка»
- Ремонт механизма
- Комплектация швейной машинки «Подольск 142»
- Продолжаем проверку работы машины.
- Из — за, плохой смазки и частых переключений, ручки — выбора строчки, в блоке зигзаг — ломается шпонка.
- Ремонт швейных машин Чайка
- Правила эксплуатации
Неисправности в блоке зигзаг и разборка блока.
Неисправность №1:
Уменьшение ширины зигзага, при выставке на цифру — 5
Причина: От многолетней работы зигзагом, на пластмассовом, копирном диске, образуется дорожка, канавка.
Как проверить на сколько уже стал зигзаг?
Проверка:
- Ручку — зигзага, на 5 мм. Фото 1, № 2.
- Ручку — выбора строчек, на 1. Фото 1 № 1.
- Нитку — вытащить из иглы.
- Под лапку — кусочек газеты.
- Прошили — пробили отверстия, линейкой, с миллиметровыми делениями, промеряли расстояния, по центрам проколов. При ширине зигзага 5 мм, Фактически может быть 4 мм, а иногда и 3 мм.
Наша задача:
Начинаем устранять эту проблему. Для этого нам нужно, вытащить из машины, блок зигзага. При этом, буду знакомить вас, с названиями устройства: блока зигзаг.
Разборка — Блока Зигзаг.
По центру, на Фото 22. виден кронштейн, с одним, вертикальным креплением, — винтом М 6, к корпусу рукава.
Фото 22.
На фото 23, на задней стенке рукава, по оси шестерни, в серьгу вернут винт, М 5, с шайбой.
Фото 23.

- Выворачиваем, эти два винта и откладываем, их в сторону. Вытаскиваем блок зигзага, в верх. И вот он, уже лежит на столе, смотрите фото 24.
Фото 24.
- По фото 25, вывернуть винт № 1, на 3-4 оборота. Снимаем ручку — выбора строчек.
Осторожно! Внутри ручки — пружинка. Пружинка, может вылететь и улететь в неизвестном направлении
Фото 25.
На фото 26, ручка выбора строчки.
Фото 26.
- Теперь по фото 25, откручиваем на 3-4 оборота, винтик № 2. Он вкручен в, шлиц оси копиров. И вытаскиваем всю ось с копирами. Вот она в сборе на Фото 26. Откладываем её, пока в сторону, ей займёмся позже.
На фото 27, ось с копирами.
Фото 27.
- Между ручками, на корпусе блока зигзага, в вернут винт, № 13, фото 25. Ослабляем его на 1 – 2 оборота. И вытаскиваем, «Блок копирных дисков».
На фото 28. » Блок копирных дисков».
Первый диск от шестерни, это диск зигзага № 1, на ручке выбора строчки. Ему соответствует копир № 1 (Фото 27 № 1).
Диску №2, от шестерни, фото 28, соответствует копир №2 (фото 27 № 2) и так далее.
С противоположной стороны от шестерни, за копирными дисками, (фото 21), установлена — Серьга № 6. Ослабляем на ней винтик № 7, на 1 оборот и снимаем серьгу № 6.
За серьгой, — Стопорное ограничительное кольцо. Расширяем края кольца, кольце съёмником. И снимаем, стопорное ограничительное кольцо. Копирные диски, скреплены между собой, двумя винтами, и закручены гайками. Выворачиваем винты!
Гайки оставляем в диске Зигзага!
Фото 28.
На фото 29, копирный диск. Зигзага.
Фото 29.
На фото 30, копирные диски, но более наглядно.
Фото 30.
/p>
Снимаем с оси, Копирные диски, соблюдаем последовательность, помним о соответствии! Диск зигзага, переворачиваем, гайками, в сторону диска № 2!
Подготовка к замене буферной пружины на толкателе челнока.
Для того, чтоб вытащить вал, толкателя челнока, не обязательно, вытаскивать весь блок. На фото 55, цифрами показаны детали и последовательность разборки, блока челнока.
- Достаточно, ослабить винты, на дистанционной втулке.
- И на конусной, прямозубой шестерне.
- Всё, вынимаем вал с толкателем челнока, — вверх.
На фото 55, блок челнока, вынут из машины. Через отверстие с цифрой 3, можно выкрутить винты крепления, Буферной пластинчатой пружины.
Фото 55.
Буферные пружины, калёные. Но выходной конец, у них слегка отпущен, менее калёный, он должен прилегать к толкателю, без зазора. Поэтому первым, вворачивается винт, ближний к пятке челнока. Челноки бывают двух видов:
- Левоходный.
- Правоходный.
На фото 56, верхняя буферная пружина толкателя челнока от машины 2 М, класса. Нижняя — буферная пружина толкателя челнока, от машины с зигзагом.
Фото 56.

Левая Буферная пластинчатая пружина, у неё выступ в правую сторону. (На фото 56, она верхняя). Пружина от прямострочных машин. Класса 2 М. с челноком левого вращения.
Правая, она длиннее, а выступ у неё, в левую сторону. (На фото 56, она нижняя). Она от машин с зигзагом. И машин, с правым вращением, челнока.
Вот её, мы и установим, на наш, толкатель челнока. Сначала, наживим на оба винтика, а затем закрутим. Заусёнки, образовавшиеся на шлицах головок, сточим.
Сборка блока челнока, в обратной последовательности.
- Вал толкателя, вниз до упора.
- Снизу, — Дистанционную втулку, зажимаем винтами, без головки.
- В середине, шестерню, выставляем с зазором в 0,1 мм, с секторной шестерней.
Вал толкателя, не должен иметь, осевого люфта!
На фото 57, в блок челнока вставлен, вал с толкателем челнока, на котором, заменена Буферная, пластинчатая пружина.
Фото 57.
Возможные неисправности и ремонт
Основные причины поломки современных машин Chayka 142М обычно сводятся к нарушению штатных регулировок и настроек. Их достаточно вернуть к заводским значениям или поправить до устранения неисправности. Например, при неправильном натяжении нити всегда петляет нижняя строчка или цепочка верхних стежков получается с дефектом.
У старых моделей машин «Чайка-142М» со временем выходит из строя или сбивается зубчатый ремень электропривода. Если это произошло, главный и нижний вал рассинхронизируются. Строчка в этом случае будет иметь следы пропусков. У новых машин такая проблема тоже встречается, и для поправки положения ремня приходится демонтировать лицевую панель корпуса, поскольку эта деталь скрыта внутри него.
К другим типичным неисправностям можно отнести обрыв нити. Среди его причин – искривление и затупление иглы либо ее неправильное положение. Также может быть смещен игловодитель или забит очесами челнок. Но чаще всего причина кроется в неверном натяжении нити.
Для начала делается контрольная строчка, необходимая, чтобы выявить проблему. Если шов имеет выраженные дефекты, рекомендуется:
- проверить правильность положения шпули;
- проконтролировать заправку верхнего натяжителя;
- провести осмотр на предмет обнаружения механических помех;
- проверить тип иглы и нити.
Не все дефекты можно устранить самостоятельно. Если при устранении указанных проблем строчка остается неровной, нужно обратиться за диагностикой в сервисный центр. Причиной может быть производственный брак или поломка детали механизма.
Если дело в натяжении верхней нити, достаточно будет ослабить его на 0,5 шага. После этого выполняется пробный шов. Регулировка продолжается, пока результат не станет удовлетворительным. Если дело в нижней нити, отверткой нужно ослабить винт челночного механизма по направлению против часовой стрелки.
О возможных видах неисправностей швейной машинки смотрите в следующем видео.
Настройка и регулировка
Даже если в наличии только старая машина, ее всегда можно настроить и применить по назначению. Для опытной швеи не составит труда открыть внутренние механизмы в подставке, заправить нить в челнок, наладить прижим лапки. Для новичка даже такая задача, как необходимость вставить иглу в держатель или наладить свободный ход маховика, может стать серьезной проблемой.
Смазка
После долгого простоя, а также при интенсивной эксплуатации трущиеся детали швейной машинки «Подольск» нуждаются в смазке. Ежедневные манипуляции производятся во всех узлах механизма. Труднодоступные части имеют специальные отверстия для заливки машинного масла. Чтобы добиться правильной работы челнока, его направляющие элементы в корпусе механизма тоже смазывают, а для нанесения состава для снижения трения на шарнирную часть игловодителя понадобится снять фронтальную панель машинки.
Регулировка давления лапки
Интенсивность прижимания материала меняется достаточно редко. Но в некоторых случаях это оказывается необходимо. Изменить заводские параметры просто: необходимо лишь повернуть головочный винт. Делается это по направлению против часовой стрелки, если нужно уменьшить нажим, и по ее ходу, чтобы его увеличить. Обычно оказывается достаточно 2-3 оборотов.
Обратная строчка
Все машинки ПМЗ могут вести строчку в обратном направлении или против хода. Для того чтобы активировать режим, нужно передвинуть рычажок регулятора, определяющего длину стежка, на фронтальной панели справа до упора вверх. Чтобы вернуться к обычному режиму шитья, достаточно будет просто переместить его вниз.
Настройка длины стежка
Стандартная длина 1 стежка для механической швейной машины равна 1,5-2 мм. Этого будет достаточно для материалов средней плотности. Если ткань более тонкая, частоту строчки нужно уменьшить. Для толстых тканей рекомендуется увеличивать этот показатель до максимальных значений.
Настройка длины стежка на швейных машинах ПМЗ осуществляется в диапазоне от 1 до 4 мм. Регулятор находится на фронтальной панели и выглядит как рычажок, перемещающийся по шкале вверх и вниз. Шкала с цифрами, равными желаемым параметрам ширины, имеет градацию в 0,5 мм, обеспечивает точность контроля за шагом иглы.
Средняя черта, отделяющая нижнюю половину регулятора от верхней, разграничивает переключение обратного и прямого хода. Фиксация нужной ширины шага осуществляется при помощи специального головочного винта. Его ослабляют для перемещения регулятора и затягивают по достижению нужного положения.
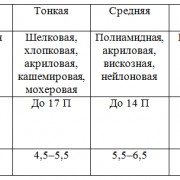
Подбор номеров швейных принадлежностей
Правильное сочетание толщины ниток и иглы с типом ткани во многом влияет на качество формируемой строчки. Стандартно для работы на машинах ПМЗ используют иглы № 70, 80, 90, 100, 110. Чем выше номер, тем толще острие. У ниток нумерация идет в обратном направлении — самые толстые имеют № 10, тонкие – № 90-100. В инструкции к технике есть сводная таблица, определяющая соответствие параметров игл и шовного материала.
Натяжение нити
В случае с верхней ниткой оно регулируется при помощи винта на пружинном устройстве. Для проведения работ нужно обязательно опустить лапку на поверхность рабочей платформы. После этого можно при помощи отвертки усилить натяжение, повернув гайку вправо либо ослабить его, действуя в противоположном направлении.
Отрегулировать свободу хода нижней нити можно, вынув шпульный колпачок из крепления. На челноке есть специальный винт, вращая который вправо можно усилить натяжение, а влево — ослабить его. В большинстве случаев менять регулировку нижнего челнока не приходится.
Блок транспортировки материала.
Блок делится на два раздела:
- Под игольной пластиной — Механизм подъёма, транспортёрной колодки.
- Внутри рукава — Механизм длинны стежка.
Механизм подъёма транспортёрной колодки.
На валу челнока, с секторной шестерней, установлен кулачок.
Фото 77.
Положение ролика на кулачке, соответствует положению — игла, в нижней точке ноль.
Фото 78.
Положение ролика, соответствует положению, игла, в верхней точке ноль. Фото 79.
Фото 79.
Ручка выбора материала. На ней буквы. Что они обозначают?
Фото 80.
- Н – Шить хлопчато — бумажные и толстые ткани. Это зубья, транспортёрной колодки, в положении, игла верхний ноль. Низ зубцов, будет вровень с игольной пластиной.
- Ш – Шитьё шёлка и тонких тканей. Это зубья, выходят из игольной пластины, на половину, их высоты, когда игла в верхнем ноле.
- В – Шитьё – пришивание пуговиц, Штопка в пяльцах, Забивание нитками, небольших дырочек в материалах. Лапка — штопка. Верх транспортёрной колодки, ниже игольной пластины, на 2 — 4 мм. При любом положении иглы.
- Без буквы – Для шитья капроновых чулок. Верх зубьев, вровень с игольной пластиной. Игла в верхней точке (0) ноль.
- На ручке, спереди, чёрный винт. Смотрим Фото 80. Он предназначен для крепления, чёрной ленточной пружины, что установлена под ним. Пружинка служит фиксатором, от проворота ручки.
- Если принять, вращение ручки — за циферблат часов, то пружинный прижим, стоит не правильно, примерно + 2 минуты. А должен стоять ровно на 12 – 00.
Так что ослабляем винтик, выставляем и зажимаем!
Практика показывает:
На всех машинах, эта пружинка стоит, в разных направлениях и положениях.
Что приводит швей, к непониманию, куда её крутить. Относительно чего ориентироваться.
На ручке эксцентрик, по наружной части. По эксцентрику, скользит ролик. Ролик, установлен на кронштейне, посадочного места, транспортёрной колодки. Чтоб он лучше прижимался, к транспортёрной колодке крепится пружинка. Часто бывает, что ролик не крутится, надо смазать маслом, новое название И-18 А. Веретённое — старое название. И прикладывая не большое усилие, раскрутить его.
Бывает нет пружинки. Её можно заменить, пружинкой, от канцелярской шариковой ручки. Без неё слышен стук, во время шитья.
Настройка и регулировка
Даже если в наличии только старая машина, ее всегда можно настроить и применить по назначению. Для опытной швеи не составит труда открыть внутренние механизмы в подставке, заправить нить в челнок, наладить прижим лапки. Для новичка даже такая задача, как необходимость вставить иглу в держатель или наладить свободный ход маховика, может стать серьезной проблемой.
Смазка
После долгого простоя, а также при интенсивной эксплуатации трущиеся детали швейной машинки «Подольск» нуждаются в смазке. Ежедневные манипуляции производятся во всех узлах механизма. Труднодоступные части имеют специальные отверстия для заливки машинного масла. Чтобы добиться правильной работы челнока, его направляющие элементы в корпусе механизма тоже смазывают, а для нанесения состава для снижения трения на шарнирную часть игловодителя понадобится снять фронтальную панель машинки.
Регулировка давления лапки
Интенсивность прижимания материала меняется достаточно редко. Но в некоторых случаях это оказывается необходимо. Изменить заводские параметры просто: необходимо лишь повернуть головочный винт. Делается это по направлению против часовой стрелки, если нужно уменьшить нажим, и по ее ходу, чтобы его увеличить. Обычно оказывается достаточно 2-3 оборотов.
Обратная строчка
Все машинки ПМЗ могут вести строчку в обратном направлении или против хода. Для того чтобы активировать режим, нужно передвинуть рычажок регулятора, определяющего длину стежка, на фронтальной панели справа до упора вверх. Чтобы вернуться к обычному режиму шитья, достаточно будет просто переместить его вниз.
Настройка длины стежка
Стандартная длина 1 стежка для механической швейной машины равна 1,5-2 мм. Этого будет достаточно для материалов средней плотности. Если ткань более тонкая, частоту строчки нужно уменьшить. Для толстых тканей рекомендуется увеличивать этот показатель до максимальных значений.
Настройка длины стежка на швейных машинах ПМЗ осуществляется в диапазоне от 1 до 4 мм. Регулятор находится на фронтальной панели и выглядит как рычажок, перемещающийся по шкале вверх и вниз. Шкала с цифрами, равными желаемым параметрам ширины, имеет градацию в 0,5 мм, обеспечивает точность контроля за шагом иглы.
Средняя черта, отделяющая нижнюю половину регулятора от верхней, разграничивает переключение обратного и прямого хода. Фиксация нужной ширины шага осуществляется при помощи специального головочного винта. Его ослабляют для перемещения регулятора и затягивают по достижению нужного положения.
Подбор номеров швейных принадлежностей
Правильное сочетание толщины ниток и иглы с типом ткани во многом влияет на качество формируемой строчки. Стандартно для работы на машинах ПМЗ используют иглы № 70, 80, 90, 100, 110. Чем выше номер, тем толще острие. У ниток нумерация идет в обратном направлении — самые толстые имеют № 10, тонкие – № 90-100. В инструкции к технике есть сводная таблица, определяющая соответствие параметров игл и шовного материала.
Натяжение нити
В случае с верхней ниткой оно регулируется при помощи винта на пружинном устройстве. Для проведения работ нужно обязательно опустить лапку на поверхность рабочей платформы. После этого можно при помощи отвертки усилить натяжение, повернув гайку вправо либо ослабить его, действуя в противоположном направлении.
Отрегулировать свободу хода нижней нити можно, вынув шпульный колпачок из крепления. На челноке есть специальный винт, вращая который вправо можно усилить натяжение, а влево — ослабить его. В большинстве случаев менять регулировку нижнего челнока не приходится.
Метод управления швейной машиной «Чайка»
При шитье прямой строкой рекомендуется соединить цифру 0 с 17, расположенные на ручке, указателе соответственно, механизм находится в любом удобном расположении. Длина стежка устанавливается при помощи прокручивания ручки, совместив нужные цифры с указателями панели.
Нажав на рычаг вниз, ткань закрепится и направится обратно. Высота формируется при помощи регулятора. Правильно использовать регулятор после снятия задвижки.
Для толстого материала рекомендуется установить на «Н», тонкого — «Ш». При штопке выбрать отметку «В». При этом сверху видно буквы.
Переход от зигзагообразной, декоративной, целевой строчки осуществляется с помощью легкого нажатия, поворота, совмещения нужных цифр.
Декоративная строчка
Небольшой шаг используется для отделки изделия. Также можно установить опцию смещения строчки для добавления молний, выметывании петель.
Если ручку повернуть до упора вправо, влево, то игла сместится в соответственное положение.
Важно! Перед шитьем нужно сделать несколько пробных строчек на остатках от нужной ткани, при этом регулируя шаг, смещение иглы. Во время пошива изделия из тонкого материала нужно подтягивать материал за лапку — поможет избежать вида затянутости швов
Во время пошива изделия из тонкого материала нужно подтягивать материал за лапку — поможет избежать вида затянутости швов.
Закончив пошив, швея должна поднять лапку, притянуть материал от себя, обрезать нитку, при этом оставить конец 9-10 см.
Зигзагообразная строчка
Ремонт механизма
Ремонт лучше всего доверить профессионалам, но некоторые мелкие неполадки швея может исправить и самостоятельно, пользуясь руководством.
Как установить иглу швейной машины
При правильном расположении длинный желобок иглы для скольжения нити должен располагаться с правой стороны, где нитка заправляется в ушко.
Иглу необходимо вставить в иглодержатель до упора, затем зафиксировать головочным винтом.
Важно! На некоторых швейных машинах «Подольск» расположение иное – перед началом работы лучше уточнить в инструкции. Вам это будет интересно Инструкция по шитью детских простыней на резинке для кроваток
Вам это будет интересно Инструкция по шитью детских простыней на резинке для кроваток
Как проверить крепления, соединения узлов
Фиксация осуществляется самораскручивающейся гайкой, поэтому для работы потребуется отвертка. Нужно осмотреть машинку, при обнаружении люфта ослабить гайку и подтянуть втулку. Натяжение при этом не должно быть плотным, нужно оставить небольшой зазор.
Иглу важно закрепить правильно
Проверка ручного привода
Самые частые проблемы – слабые узлы, незакрепленная ручка и отсутствие смазки. Необходимо подтянуть винты «М» и «К» отверткой и смазать все маслом, особенно сами винты.
Самым слабым узлом является устройство для намотки ниток. Чаще всего изнашивается резиновый ободок, который необходимо заменить.
Как отрегулировать игловодитель
Это делается при помощи специального винта, который расположен внутри корпуса. Поскольку винт полностью спрятан, его можно подкрутить только плоской отверткой наощупь.
Винт снаружи закрепляет иглу
Необходимо сделать оборот колесом-маховиком, подвести челнок к игле и затянуть винт.
Комплектация швейной машинки «Подольск 142»
В комплект поставки модели входят либо чемодан-чехол, либо шкаф-стол, обычной ножной или электрический привод. Кроме этого, производитель обязательно предоставлял
- набор обычных и двухстержневых игл (5 и 3 соответственно),
- масленку, малую и большую отвертки, щетку для очистки узлов,
- 4 шпульки и штопальное приспособление,
- лапки нескольких типов, в том числе для пришивания пуговиц и потайной строчки, вышивания,
- нитковдеватель и осветительные лампы для машинок с электроприводом.

От предшественников модель отличается меньшим удельным весом, улучшенной эргономикой корпуса, комфортом в управлении и более качественными деталями.
Продолжаем проверку работы машины.
Сбой длинны стежка.
На фото 19, показаны детали, механизма, управления длиной стежка.
- Фиксатор, длины стежка.
- Регулятор длины стежка.
- Ручка закрепки.
Неисправность.
Бывает так, что винт 2 ослабляется. Выставляется регулятор просто:
- Под лапку кладем лист бумаги.
- Вынимаем верхнюю нить, из иглы.
- Делаем 5 стежков. 5 проколов.
- Измеряем линейкой, по центрам проколов, растояние. Предполжим 3 мм.
- Ослабляем винт крепления, диска № 2.
- Ставим диск 2, цифрой 3, напротив фиксатора длины стежка № 1.
- Удерживая диск 2, одной рукой, второй, вкручиваем и затягиваем винт, через диск – регулятор.
Фото 19.
На фото 20, показаны детали, (механизм отрегулирован):
- Кронштейн с направляющими, для сухарика.
- Эксцентриковая втулка, на главном валу. Стрелка указывает на зажимной винт 2.
- Тяга с вилкой. Вилка.
- Картер с шестернями, горизонтального и вертикального вала.
- Дышло или тяга с хомутом.
- Технологическое отверстие, в корпусе, для смазки, вилки. И дышла.
Фото 20.
Вот порядок действий при выставке, эксцентриковой втулки:
- Винт 2, вывернуть полностью.
- Винт 1, его на фото не видно, но он вкручен в эксцентриковую втулку, ослабил.
- Под лапку, положил лист бумаги.
- Лапку опустил.
- Регулятор длины, установить в положение ноль.
- В отверстие винта 2, вставил отвёртку.
- Вращая маховое колесо, придерживая отвертку, экцентриковая втулка, провернётся на оси главного вала, под тем углом, что нам нужен. Игла должна опускаться, в одну и ту же точку.
- Винты № 1 и № 2, в крутить и зажать!
Винты зажал! Пробное шитьё, показало, что длина стежка регулируется. Строчка вперёд и назад получается. Длина стежка, на закрепке одинакова. Всё регулировка этого узла закончена.
На фото 21, показан вариант ремонта, ручки закрепки.
- Место облома зачистить напильником. Этот кроштеин, изготовлен из чугуна – литьё.
- Из дюралеаллюминия, гетинакса, оргстекла. Легко изготовить прямоугольную пластинку, 30 х 20 х 10 мм.
- Сверлом 3,2 сверлим отверстия, одно в обломаном кронштейне, второе в нашем прямоугольнике.
- Изготавливаем шпильку, длинной 40 мм с нарезаной резьбой М 4.
- нарезаем резьбу метчиком М 4, в нашей заготовке и в обломаном кронштейне.
- Разводим эпоксидную смолу, и по одной капле в каждое отверстие с резьбой.
- Вворачиваем шпильку сначало в кронштейн, затем в наш прямоугольник.
- 24 часа и можно пользоваться закрепкой.
Фото 21.
На фото 22, показан эскиз, эксцентриковой втулки. машины 22 класса.
Фото 22.
На фото 23, игольная пластина, машины 22 класса.
Фото 23.
На фото 24, регулятор длины стежка, он состоит из:
- Зажимной винтик на основании.
- Корпус основания.
- Компенсационная пружинка.
- Стержень – толкатель.
- Ось, регулятора верхней нити.
- Тарелочка.
- Тарелочка.
- Шайба с перемычкой.
- Конусная пружина.
- Регулировачная нажимная гайка.
Фото 24.
На фото 25, регулятор, натяжения верхней нити, в сборе.
Фото 25.
На фото 25-1, момент сброса нити с челнока. Образуется петля, которая собирается одеться на установочный палец.
Фото 25-1.
На фото 25-2, нить уже оделась на установочный палец.
Фото 25-2.
Причина :
слишком эластичная нить и отсутствие компенсационной пружинки. Либо её слабое натяжение!
На фото 26, подставка под катушки. Устанавливается на пром. стол. Размеры даны для изготовления и регулировке по высоте.
Фото 26.
На фото 27, регулировка узла лапки.
- Давление лапки 1, на материал, регулируется винтом 4, путем деформации пружины 5.
- Высота подъема лапки 1, над игольной пластиной, регулируется вертикальным перемещением пружинодержателя 6, после ослабления винта 3.
- При опускании пружинодержателя 6, высота подъема лапки 1, увеличивается.
- Положение рожков лапки 1, относительно линии движения иглы, регулируется поворотом стержня 2, после ослабления винта 3.
Фото 27.
Настройка машины закончена.
Смазка узлов.
На фото 28, показаны отверстия для ежедневной смазки маслом И-18 А или И-20 А. Смазка снаружи.
В отверстие под № 4 и 5, можно капать масло, только когда игла находится либо в нижней точке ноль, либо в верхней точке ноль! При других положениях масло попадёт в поддон машины!
—
—
Фото 28.
На фото 29. Показаны точки смазки, со стороны фронтальной части.
- На ось, нитепритягивателя. Там отверстие для смазки.
- На верхнюю ось, нитепритягивателя.
- Сверху на стержень лапки,
- На нижнюю втулку, сверху. На стержень лапки, но с поднятой лапкой.
- На нижнюю и верхнюю втулки, стержня, игловодителя.
Фото 29.
На фото 30. Показаны точки смазки. Снизу платформы.
Фото 30.
На фото 31. Показана точка смазки, челнока.
Эту точку, смазывать два раза в день утром перед началом работы и после работы. После смазки утром, прострочить на машине обрезки ткани, в течении 2 минут. Из челнока выйдут излишки масла. И прошиваемые изделия, не будут испачканы маслом.
Фото 31.
Из — за, плохой смазки и частых переключений, ручки — выбора строчки, в блоке зигзаг — ломается шпонка.
Внешнее проявление :
Не срабатывает ручка, — выбора строчки. Фото 1, № 1. Предположим, в положении 2 или 4.
Не исправность:
Сломалась шпонка во втулке.
Ремонт втулки копира.
Слева Рычаг толкателя и Рычаг упора копиров в сборе, (он внизу). По центру — Дистанционная втулка, с двумя винтами. За дистанционной втулкой, широкая, односторонняя, пластмассовая втулка, (белого цвета, она на фото 25, на этом (фото 32), она грязная, в масле. Это Втулка зигзага или Втулка первого копира.
Фото 32.
Правильно разбирать этот механизм с право на лево.
Но мы разберём его с лева на право.
- По фото 33, выворачиваем винт № 1, на 2-4 оборота.
- Стягиваем с оси № 2, два рычага № 2 и № 3.
- Ослабив два винтика на дистанционной втулке на 1-3 оборота. Она на фото 34.
- Снимаем её с оси № 5.
- За дистанционной втулкой, «Втулка первого копира».
- Вторая втулка — для двух копиров, № 2 и № 3.
- Третья втулка – для двух копиров № 4 и № 5.
В нутри отверстий, втулок копиров, № 2 и № 3, сломаны шпонки. Так как у нас не работает ручка выбора строчки в положении 2 и в положении 4.
Фото 33.
На фото 34, изображена дистанционная втулка.
Фото 34.
На фото 35 изображена пластмассовая Втулка с двухсторонними эксцентриками и одной общей шпонкой, в отверстии. Со стороны, обращённой к копиру 1, отпечатана цифра 2 .
Фото 35.
На фото 36, между четвертым и пятым копирами, шайба. И за пятым, шайба. Затем, стопорное кольцо. Пятый и четвёртый копиры, также установлены, на втулке, с двух сторонними эксцентриками.
Фото 36.
На фото 37 втулки, изготовлены из чёрной пластмассы. На втулке 4 — 5 стоит цифра 3. Так вот цифра 3, обращена к копиру № 3. Цифра на втулке № 2, на ней второй и третий копиры, втулка обращена к копиру, № 1.
На фото 37, одна из двух втулок. Вид с торца. На оси отвёртки. Как бы, две втулки, склеены в одну. На общей оси.
Фото 37.
Итог:
Первая втулка, только для копира зигзаг. Вторая втулка — для двух копиров, № 2 и № 3. Третья втулка – для двух копиров № 4 и № 5. Втулки № 2 и № 3 такие же, как на Фото 37.
Ремонт швейных машин Чайка
Ремонт швейных машин Чайка производится на дому заказчика в Москве и области.Бесплатный выезд мастера в удобное для вас время по договоренности.Квалифицированные мастера с огромным опытом работы.Выгодные цены!
Швейные машины Чайка были в свое время самыми распространенными и снискали огромную популярность среди населения бывшего советского союза из-за своей простоты, надежности, неприхотливости в работе. Выпускались с начала 60-х до середины 90-х на ПМЗ (подольский механический завод). Любая, более-менее опытная швея, всегда могла произвести профилактику и мелкий ремонт швейной машинки Чайка самостоятельно, воспользовавшись при этом комплектной иструкцией. Не смотря на то, что швейные машинки имеют несложную конструкцию, а также доступность узлов и механизмов, все-таки в случае возникновения неисправности лучше обратиться к профессиональным мастерам. Сегодня швейные машины Чайка имеют современный конструктив и выпускаются на заводах ведущих мировых производителей швейного оборудования.
Модельный ряд швейных машин Чайка
Мастера нашего сервиса производят настройку, ремонт швейных машин Чайка, а также техническое обслуживание (чистка, смазка, устранение люфтов) следующего модельного ряда:
- Швейная машина Чайка-2
- Швейная машина Чайка-3
- Швейная машина Чайка 132М
- Швейная машина Чайка 134
- Швейная машина Чайка 142М
- Швейная машина Чайка 143
- Швейная машина Чайка 144
Стоимость ремонта швейной машины Чайка:
Стоимость на производимое нашими мастерами техническое обслуживание зависит от общего состояния швейной машинки и определяется после диагностики. В наличии имеются запчасти к старым швейным машинам.
| Основные работы | Цены |
|---|---|
| Мелкий ремонт с частичной разборкой корпуса | 400 руб. |
| Ремонт, настройка одного узла швейной машинки Чайка | 900 руб. |
| Ремонт, настройка дополнительного узла | 200 руб. |
| Ремонт, настройка с заменой узла, детали | 1200 руб. |
| Замена ремня электропривода | 500 руб. |
| Устранение клина швейной машины Чайка | 900 руб. |
| Шлифовка, полировка игольной пластины | 150 руб. |
| Выезд мастера по Москве | 300 руб.Бесплатно! |
| Диагностика швейной машины Чайка | 300 руб. |
| Ремонт электропривода TUR-2, педали к швейной машинке | 800 руб. |
Подробнее о стоимости услуг по ремонту швейных машин других брендов, смотрите ПРАЙС-ЛИСТ
Чистка и смазка швейной машинки Чайка
В целях обеспечения легкого хода, а также профилактики износа механизмов и узлов швейных машин Чайка, все места в которых происходит трение, нужно периодически смазывать маслом для швейных машин. Для этого подойдут индустриальные масла марки И-20А. Многие детали, в которых требуется смазка, снабжены смазочными отверстиями. Схему смазки можно посмотреть в инструкции по эксплуатации швейных машинок.
В случае, когда швейная машина долгое время не эксплуатировалась и за ней отсутствовал должный уход, масло может загустеть и появиться тяжелый ход.
Устанить его самостоятельно можно почистив швейную машинку с последующей промывкой механических узлов керосином и только после этого произвести смазку.
Правила эксплуатации
Инструкция, приложенная к швейным машинкам ПМЗ, достаточно подробно рассказывает о том, как правильно пользоваться этой техникой. Среди основных рекомендаций можно выделить следующие моменты.
- Вращение маховика при шитье должно производиться только по направлению к мастеру. При изменении направления нитки в челноке могут запутаться, создав массу дополнительных проблем.
- Когда машина прекращает шить, нужно обязательно поднять лапку и оставить ее в таком положении. Оставлять прижимное устройство в контакте с рабочей платформой запрещается.
- Нельзя допускать пуск машины без ткани, подложенной под поверхность лапки. Это приведет к тому, что зубцы двигателя просто затупятся. Кроме того, так возникает риск повреждения нижней части лапки.
- При шитье необходимо обеспечивать сохранение естественного продвижения ткани. Нельзя тянуть ее, дергать — игла будет сломана.
- Смещающая пластина, закрывающая челночный отсек, во время работы обязательно контролируется. Во избежание поломки механизма лучше проверить примыкание крышки.
- При подготовке к началу шитья необходимо совместить верхнюю и нижнюю нитки, а затем протянуть их в сторону, противоположную от швеи. Под лапку на рабочую платформу укладывается материал, затем лапка опускается и при вращении вала маховика игла протыкает ткань.